Tube bending is one of the most common forming processes when it comes to manufacturing metal parts for different industries. In fact, tube bending is considered the main operation to form tubing and piping as the final product or as part of a system. However, there are some aspects to consider before performing this operation.
Two Parameters of Tube Bending
Most tubes are cylindrical but oval, square and rectangular cross sections are also available. A common objective in tube bending is to form a smooth, round bend. This is simple when a tube has a heavy wall thickness and is bent to a large radius.
To determine if a tube has a thin or heavy wall, its wall thickness is compared to its outside diameter. This ratio is called the wall factor.
Wall factor=Tube outside diameter/Tube wall thickness
When wall factor is greater than 30, the tube is classed as a thin-wall tube Wall thickness is a meaningless measurement if not related to tube diameter
The same comparison is made to determine if a bend radius is tight or large(degree of bend)
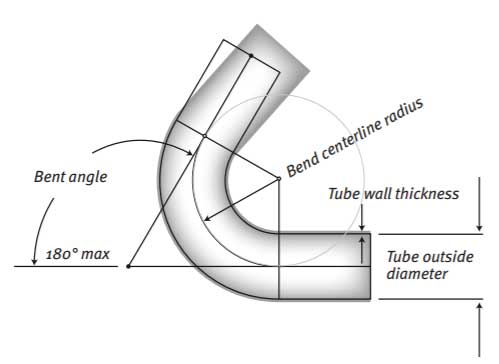
Degree of bend=Bend centerline radius/Tube outside diameter
Two factors, wall factor and bend radius, are used to determine the severity of a bend. Little or no support is needed inside the tube when the tube diameter is small and the wall is thick. As the tube diameter increases. the tube becomes weaker. If the all thickness of the tube decreases this too makes it weaker The forces acting on the tube also become greater as the bend centerline radius becomes smaller.
In round stainless steel hollow sections, a rule of thumb for the tightest bend radius is the diameter multiplied by three. There is no corresponding rule for rectangular or square profiles.
When a metallic tube is bent, two things happen. The outside wall reduces in thick ness, due to the stretching of the material, and the inside wall becomes thicker.
The material that forms the outside of the bend has further to travel and is therefore stretched, while the inside of the bend is compressed .
See also Top Five Types of Square Tube Bending Machine
Properties To Consider For Tube Bending
Yield strength. The machinery has to be capable of performing the bend. The required force depends largely on the type of steel and its yield strength.
Wall thickness. When bending tubes and pipes, the thickness changes in the inner and outer walls of the bend. The inner wall becomes thicker while the outer wall becomes thinner. Some machines provide support to avoid problems with the cross section, such as the wrinkles in the inner wall. If support is not provided, care must be taken to prevent these changes in thickness to become a problem.

Bend radius. Suppliers normally provide recommendations for the minimum achievable radius without compromising the integrity of the pipe. It depends on the type of material. Reaching this minimum requires attention and expertise.
Bend radius vs wall thickness. There is a relation between the minimum bend radius that can be achieved and the thickness of the wall. This is important because the tubes and pipes can fail when the radius is too small compared to the wall thickness.
Material elongation value. Elongation can be described as the difference between the yield strength and the ultimate tensile strength of the material. A big difference means a big elongation, which results in better formability properties.
Steel Tube Bending
Steel is one of the most popular metals in the manufacturing industry, with carbon steels and stainless steels on the top of the list.
Carbon steel tubes and pipes are common because of their strength and formability. Also, carbon steel is cheaper, which makes it the right choice when there are no other specific requirements, such as a higher corrosion resistance or demanding operation conditions that may include very high pressures and temperatures.
Other important properties of this material include:
- Low melting point.
- High malleability.
- High durability.
- Good heat distribution.
Due to the properties described before, carbon steel pipes are used in many different applications. Examples include conveying low-pressure fluids, machinery, sprinklers, electrical conduits and light gauge steel products, among others.
On the other hand, stainless steel tubes and pipes are useful in places where corrosion is imminent. This material provides a great resistance to the unavoidable chemical process.
See also Bending Stainless Steel Tube Technology in Profile Bending
Bending Aluminium Tubing
Similar to what happens with the different types of steel, the choice of aluminium tubing depends mainly on the application. The possibilities to obtain high-quality results when bending aluminium tubing depend on many factors.
One of those factors is the grade of aluminium. The purest aluminium grades present almost no problems to any forming process. These aluminium pipes are very soft and easy to bend. Most importantly, they have great ductility and workability. Compromising their integrity during the bending process is not much of an issue.
This said, there are aluminium alloys with properties that make them a better option for bending tubing and for more specific applications.
Based on the properties described before, these aluminium grades are perfect for pipe bending:
- 3003 series.
- 5052 series.
- 6061 series.
When bending aluminium tubing, we find similar problems like we did with carbon and stainless steels, so the recommendations are very similar.
However, those problems are more difficult to prevent for some type of thin-walled aluminium tubes and pipes. If wrinkles and/or flattening still appears with these aluminium tubes and pipes, sand-packing techniques may be used. Filling the tubes and pipes with sand or any other non-compressible material and capping the ends before performing the bend.
Also, it is important that your manufacturer has the right tube bending machines.
Rectangular and Square Pipe Bend Radius Calculator

Rectangular Pipe/Tube: X-X Axis Bending

Rectangular Pipe/Tube: Y-Y Axis Bending

Square Pipe/Tube Bending